
Dobrze wykonane połączenie decyduje o szczelności instalacji, trwałości naprawy i bezpieczeństwie całego układu, dlatego przy pracy z rurami i kształtkami warto znać nie tylko samą technikę, ale też dobór narzędzi, spoiwa i topnika podczas lutowania miedzi. W tym tekście pokazuję, kiedy ta metoda ma sens, jak przygotować elementy, jak prowadzić palnik oraz które błędy najczęściej psują efekt już na starcie.
Najważniejsze rzeczy, które warto wiedzieć przed pierwszym połączeniem
- Najlepszy efekt daje czysta, dobrze dopasowana rura i kształtka, a nie sama ilość lutu.
- Do instalacji wodnych najbezpieczniej wybierać spoiwa bezołowiowe i topniki przeznaczone do miedzi.
- Lut miękki sprawdza się przy niższych temperaturach pracy, a lut twardy tam, gdzie połączenie ma znosić większe obciążenia.
- Palnik ogrzewa przede wszystkim kształtkę, nie drut lutowniczy, bo to złącze ma wciągnąć spoiwo kapilarnie.
- Po lutowaniu trzeba usunąć nadmiar topnika i wykonać próbę szczelności, zanim instalacja zostanie zamknięta.
Na czym polega łączenie miedzi i kiedy wybrać tę metodę
W praktyce chodzi o połączenie dwóch elementów tak, aby spoiwo wpłynęło w szczelinę między nimi i po ostygnięciu utworzyło szczelny, trwały styk. To nie jest „zalewanie” złącza cyną, tylko kontrolowane wykorzystanie efektu kapilarnego: dobrze dopasowane elementy same wciągają rozgrzany lut do środka. Właśnie dlatego dopasowanie średnic, czystość powierzchni i właściwa temperatura znaczą więcej niż siła ręki.
Najczęściej spotkasz dwie odmiany tej techniki. Lut miękki pracuje zwykle w niższych temperaturach, a spoiwa topią się mniej więcej w zakresie 180-250°C. Lut twardy wymaga wyższej temperatury, najczęściej powyżej 450°C, i daje połączenie odporniejsze mechanicznie oraz termicznie. Ja traktuję to tak: jeśli instalacja ma pracować spokojnie, bez dużych obciążeń i wysokiej temperatury, lut miękki bywa wystarczający; jeśli warunki są ostrzejsze, lepiej od razu sięgnąć po twarde rozwiązanie.
| Metoda | Zakres temperatur | Najlepsze zastosowanie | Ograniczenia |
|---|---|---|---|
| Lut miękki | około 180-250°C | instalacje wodne o umiarkowanej temperaturze, drobne naprawy, lżejsze prace warsztatowe | mniejsza odporność termiczna i mechaniczna |
| Lut twardy | powyżej 450°C | układy grzewcze, chłodnicze, elementy narażone na wyższe temperatury i drgania | wymaga mocniejszego palnika i większej wprawy |
| Złączki zaciskowe | bez podgrzewania | remonty, miejsca trudnodostępne, sytuacje, w których nie chcesz używać ognia | to alternatywa dla lutowania, nie zamiennik tej samej techniki |
Warto też pamiętać, że w domowym warsztacie nie każde połączenie trzeba robić klasycznie. Złączki zaciskowe są wygodną alternatywą, ale tam, gdzie liczy się kompaktowość, estetyka i trwałe, jednolite połączenie, dobrze wykonane lutowanie nadal pozostaje bardzo mocnym wyborem. Skoro już wiesz, kiedy metoda ma sens, przejdźmy do narzędzi, bo to one w największym stopniu decydują o komforcie pracy.
Jakie narzędzia naprawdę są potrzebne w warsztacie
Nie potrzebujesz przeładowanej skrzynki. Wystarczy zestaw, który pozwala równo przyciąć rurę, oczyścić metal, nanieść topnik i kontrolowanie podgrzać złącze. W praktyce najwięcej problemów daje nie brak „specjalistycznego” sprzętu, tylko kiepsko dobrany palnik, tępy gratownik albo czyszczenie robione byle jak.
| Narzędzie | Do czego służy | Na co uważać |
|---|---|---|
| Obcinak do rur | zapewnia równe cięcie bez zgniatania ścianki | nie dociskaj zbyt mocno, bo rura może się spłaszczyć |
| Gratownik lub rozwiertak | usuwa wewnętrzny zadzior po cięciu | zadzior pogarsza przepływ i utrudnia wsunięcie elementu |
| Włóknina ścierna 180-240 lub szczotka do miedzi | czyści tlenki i przygotowuje powierzchnię | po oczyszczeniu nie chwytaj rury gołymi palcami |
| Pędzelek do topnika | pozwala nałożyć cienką, równą warstwę | za gruba warstwa topnika robi więcej bałaganu niż pożytku |
| Palnik propanowy lub MAPP | podgrzewa złącze do temperatury roboczej | płomień ma ogrzewać kształtkę, nie topić lutu bezpośrednio |
| Spoiwo lutownicze | wypełnia szczelinę między elementami | dobierz je do rodzaju instalacji i temperatury pracy |
| Mata ogniochronna i czyszczywo | chronią otoczenie i pomagają usunąć nadmiar topnika | szczególnie ważne przy pracy blisko drewna, kabli i wykończeń |
Jeśli robisz to pierwszy raz, lepiej kupić porządny obcinak i dobry topnik niż bardzo mocny palnik. Słaby zestaw narzędziowy potrafi zepsuć nawet poprawną technikę, a dobrze przygotowany warsztat już na starcie skraca czas pracy i zmniejsza ryzyko poprawiania połączeń. Mając podstawy, warto przejść do przygotowania samych elementów, bo to właśnie tam najczęściej popełnia się kosztowne błędy.
Jak przygotować elementy, żeby spoiwo popłynęło równo
W mojej ocenie przygotowanie to połowa sukcesu. Rura i kształtka muszą być czyste, suche i dobrze dopasowane. Po cięciu usuń zadzior, a potem oczyść zarówno zewnętrzną powierzchnię rury, jak i wnętrze kielicha w kształtce do metalicznego, równego wykończenia. Nie chodzi o polerowanie na lustro, tylko o usunięcie tlenków, tłuszczu i nalotu.
- Przytnij rurę obcinakiem, a nie piłą, jeśli chcesz uniknąć poszarpanej krawędzi.
- Usuń zadzior wewnątrz i lekko sfazuj krawędź, żeby element łatwiej wszedł do złączki.
- Wyczyść miejsca styku włókniną ścierną lub szczotką do miedzi.
- Przymierz na sucho i zaznacz głębokość wsunięcia, żeby nie zgadywać w trakcie pracy.
- Nałóż cienką warstwę topnika tylko tam, gdzie będzie kontakt z lutem.
- Złóż elementy od razu po oczyszczeniu, zanim powierzchnia znowu złapie utlenienie.
Warto też pilnować jednego szczegółu, który początkujący często lekceważą: czystych powierzchni nie dotyka się palcami. Tłuszcz z dłoni wystarczy, żeby zwilżanie lutu zaczęło działać gorzej. Gdy element jest już przygotowany, można przejść do samego lutowania i tu liczy się spokój, rytm oraz właściwa kolejność ruchów.
Jak wykonać połączenie krok po kroku
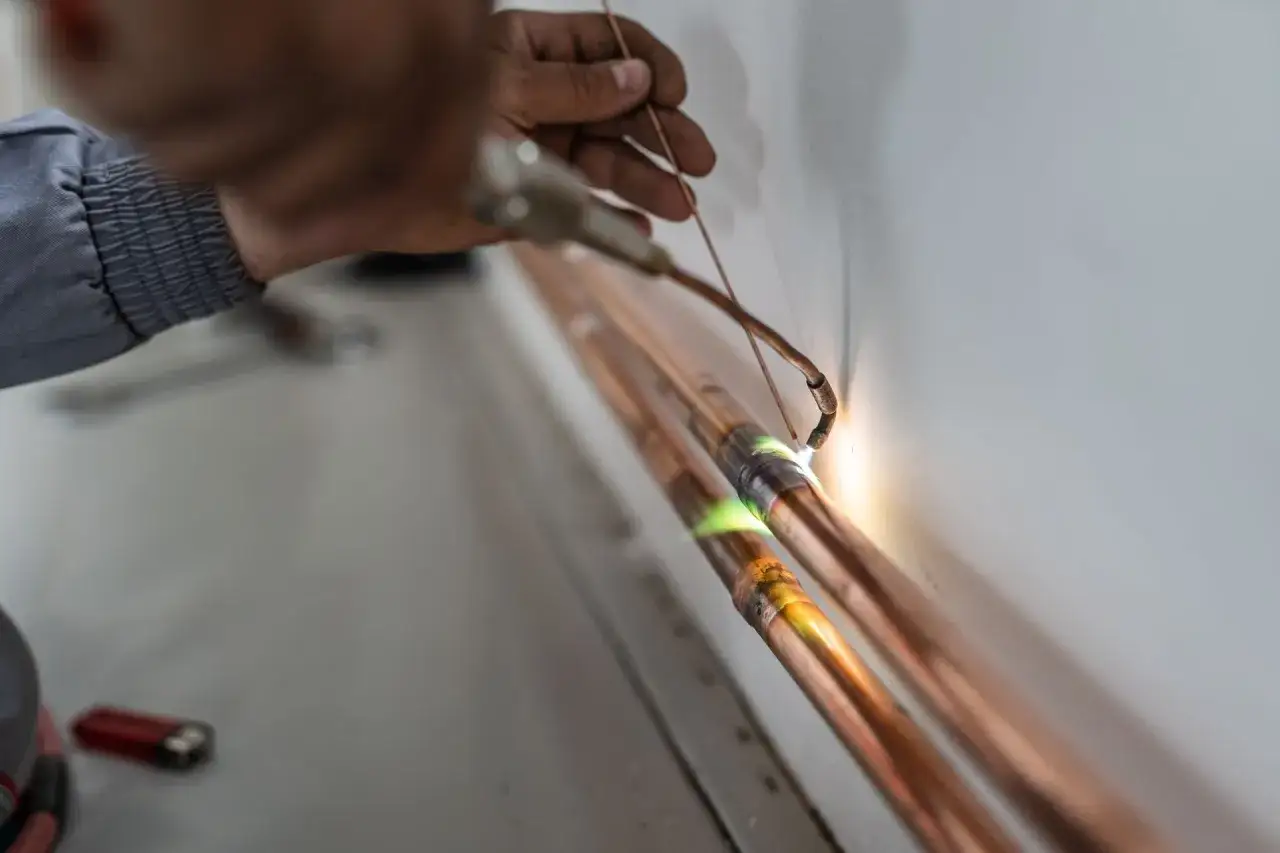
Zacznij od ustawienia elementu tak, żeby dało się go ogrzewać równomiernie i bez szarpania przewodu. Płomień prowadź wokół kształtki, a nie w jednym miejscu. Najpierw rozgrzewa się masa metalu, dopiero potem spoiwo zaczyna się rozpływać. Jeśli przykładam lut do samego płomienia, a nie do złącza, robię klasyczny błąd, który kończy się brakiem kapilarnego wciągnięcia i brzydką, nierówną spoiną.
- Ustaw palnik i zacznij ogrzewać kształtkę, nie sam drut lutowniczy.
- Przesuwaj płomień płynnie, żeby nie przegrzać jednego punktu.
- Po chwili dotknij lutem krawędzi złącza po stronie przeciwnej do płomienia.
- Gdy temperatura jest właściwa, spoiwo samo zacznie być wciągane do środka.
- Podawaj tylko tyle lutu, ile wystarczy do utworzenia cienkiego, równomiernego pierścienia.
- Usuń nadmiar czyściwem i pozwól połączeniu spokojnie ostygnąć.
Jeśli lut nie chce popłynąć, nie dokładaj od razu więcej spoiwa. Zwykle problem leży w temperaturze albo w czystości powierzchni, a nie w samym materiale. Z kolei jeśli spoiwo spływa na zewnątrz i tworzy grube grudki, to najczęściej znak, że złącze było przegrzewane albo nałożono zbyt dużo topnika. Po opanowaniu ruchu palnika najważniejsze staje się jeszcze jedno: dobór właściwego spoiwa i topnika do konkretnego zadania.
Jak dobrać spoiwo i topnik do konkretnej instalacji
Do prostych prac przy miedzi najwygodniejsze są luty miękkie bezołowiowe, zwykle na bazie cyny z dodatkiem miedzi lub srebra. W instalacjach wodnych to bezpieczniejszy kierunek niż stopy z ołowiem, a przy tym w zupełności wystarczający, jeśli temperatura pracy nie jest wysoka. Przy miedź-miedź w lutowaniu twardym często dobrze sprawdzają się spoiwa miedziowo-fosforowe, bo w takim układzie mogą działać samofluxująco, czyli nie wymagają dodatkowego topnika.
Tu jednak ważny jest szczegół: to, co działa świetnie przy miedź-miedź, nie zawsze nadaje się do innych metali. Przy mosiądzu, brązie albo stali zwykle potrzebny jest odpowiedni topnik, bo inaczej zwilżanie powierzchni będzie słabe. Ja patrzę na dobór materiałów jak na zestaw, a nie pojedynczy produkt: spoiwo, topnik i temperatura muszą do siebie pasować. W przeciwnym razie nawet drogi lut nie pomoże.
- Do instalacji wodnych wybieraj spoiwa bezołowiowe i topniki przeznaczone do miedzi.
- Do połączeń miedź-miedź w wyższej temperaturze sprawdzają się luty twarde, zwłaszcza fosforowe.
- Do elementów z mosiądzu lub innych stopów sprawdź, czy producent wymaga dodatkowego topnika.
- Nie używaj przypadkowych topników do elektroniki, jeśli pracujesz przy rurach i kształtkach.
Dobry dobór materiałów oszczędza później czasu przy naprawach i testach szczelności. Kiedy już spoiwo jest właściwe, większość problemów i tak bierze się z błędów wykonawczych, więc w następnej sekcji rozbijam je na czynniki pierwsze.
Najczęstsze błędy, które psują szczelność
Najbardziej typowe problemy powtarzają się zaskakująco często. Z mojej praktycznej perspektywy lista wygląda podobnie niezależnie od tego, czy ktoś lutuje fragment instalacji w domu, czy naprawia elementy w warsztacie. Dobra wiadomość jest taka, że większości z nich da się łatwo uniknąć.
- Zbyt słabe czyszczenie - tlenki i tłuszcz blokują rozpływ lutu.
- Za duża ilość topnika - nadmiar zostaje w złączu i utrudnia późniejsze czyszczenie.
- Grzanie tylko jednego miejsca - połączenie nagrzewa się nierówno i lut nie wciąga się kapilarnie.
- Podawanie lutu na płomień - spoiwo nie trafia tam, gdzie powinno.
- Poruszanie złączem w trakcie stygnięcia - daje mikropęknięcia i późniejsze przecieki.
- Zły dobór spoiwa - szczególnie problematyczny przy różnych metalach i wyższej temperaturze pracy.
Jeśli po ostygnięciu zauważysz ubytek albo nieszczelność, nie próbuj maskować problemu dodatkową warstwą lutu na brudnej powierzchni. Lepiej rozgrzać połączenie, rozebrać je, oczyścić od nowa i wykonać je jeszcze raz. To mniej efektowne niż szybka poprawka, ale zdecydowanie bardziej skuteczne. Gdy połączenie wygląda dobrze, nie można jeszcze uznać pracy za zakończoną, bo przed tobą zostają bezpieczeństwo i test szczelności.
Bezpieczeństwo, test szczelności i porządki po pracy
Przy pracy z palnikiem nie wystarczy patrzeć na sam styk. Trzeba też kontrolować otoczenie: drewno, przewody, izolacje, farby i wszystko, co może się przegrzać. Dlatego ja zawsze podkładam osłonę ogniochronną, trzymam pod ręką mokrą ściereczkę i nie zostawiam palnika bez nadzoru nawet na chwilę. Przy instalacjach w zamkniętej przestrzeni ważna jest też wentylacja, bo topnik i nagrzewany metal potrafią dać wyraźny, drażniący zapach.
Po ostygnięciu usuń resztki topnika, bo pozostawione na złączu potrafią z czasem przyspieszać korozję powierzchniową. Potem wykonaj próbę szczelności. W prostych domowych warunkach oznacza to zwykle napełnienie instalacji wodą i dokładne obejrzenie każdego połączenia, a w bardziej wymagających układach - test zgodny z zasadami dla danej instalacji. Jeśli to przewód w ścianie, nie zamykaj go od razu zabudową. Jedna dodatkowa próba oszczędza później wiele godzin kucia.
Na koniec wytrzyj miejsce pracy, sprawdź, czy wokół nie zostały żadne resztki topnika i odłóż narzędzia dopiero wtedy, gdy element naprawdę wystygnie. To prosty etap, ale bardzo niedoceniany. Właśnie on oddziela pracę schludną od takiej, do której po miesiącu trzeba wracać z latarką i wiadrem.
Co warto mieć pod ręką, jeśli takich połączeń robisz więcej
Jeśli lutowanie rur i kształtek zdarza ci się częściej niż okazjonalnie, warto skompletować zestaw, który przyspiesza pracę i zmniejsza liczbę poprawek. Nie chodzi o zakup pół sklepu, tylko o kilka rzeczy, które realnie poprawiają powtarzalność.
- dobry obcinak do rur w dwóch zakresach średnic
- solidny gratownik lub rozwiertak
- włóknina ścierna 180-240 i szczotka do czyszczenia kielichów
- topnik przeznaczony do miedzi i odpowiedniego rodzaju spoiwa
- palnik z regulacją płomienia i zapasową dyszą
- mata ogniochronna, czyściwo i rękawice odporne na temperaturę
Jeżeli mam wskazać jedną rzecz, która daje największą różnicę, to jest nią praktyka na odpadach. Kilka prób na krótkich odcinkach miedzi uczy więcej niż godzina czytania instrukcji, bo od razu pokazuje, jak zachowuje się konkretny palnik, spoiwo i topnik. A gdy potem przychodzi czas na właściwą instalację, ręka pracuje pewniej, złącze wychodzi czyściej i nie trzeba walczyć z poprawkami w ostatniej chwili.